- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










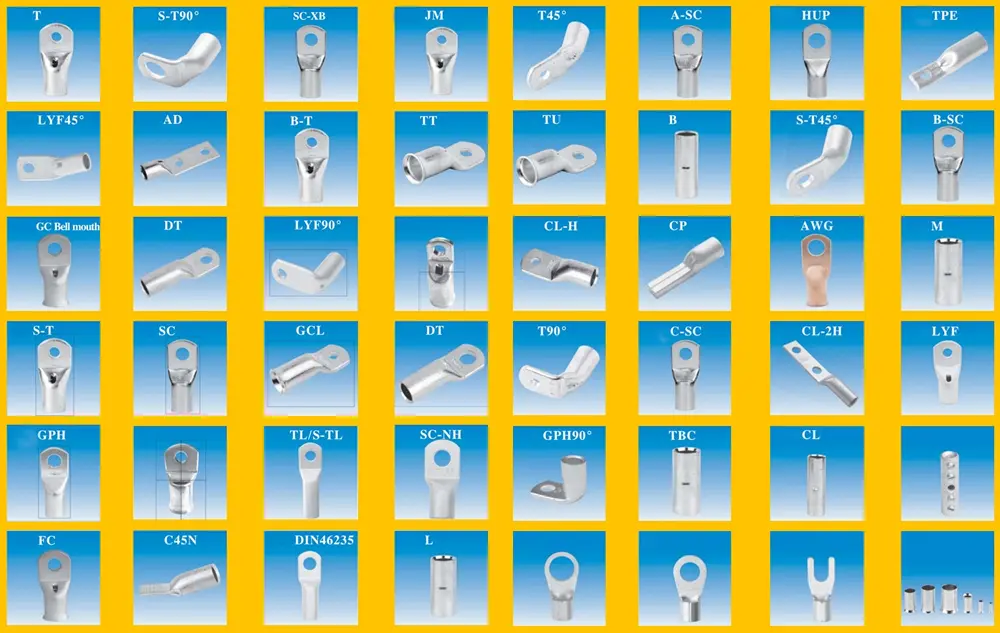
Penyambung Kelim
Di China, Xiamen Hongyu Intelligent Technology Co., Ltd. menyokong penyesuaian bahagian standard/bukan standard Crimp Connectors, dan mempunyai lebih daripada 17 tahun teknologi profesional dalam reka bentuk acuan perkakasan dan pengeluaran produk setem. Ketebalan pemprosesan minimum Penyambung Kelim boleh mencapai 0.08mm, dengan ketukangan yang sangat baik dan tanpa burr.
Hantar Pertanyaan
Penerangan Produk
Crimp Connectors ialah komponen profesional yang direka oleh Xiamen Hongyu Intelligent Technology khusus untuk sambungan pengeliman wayar dan terminal. Dengan bahan yang sangat konduktif dan struktur yang tepat, ia telah menyelesaikan masalah kebolehpercayaan sambungan dalam pembuatan abah-abah wayar. Produk ini adalah pilihan yang boleh dipercayai untuk pelanggan luar negara yang memerlukan komponen sambungan elektrik. Sebagai pembekal dalam bidang pemprosesan logam dan sambungan elektrik, kami boleh menyediakan pelanggan dengan produk dan perkhidmatan berkualiti tinggi untuk memudahkan sambungan litar.
pemeriksaan status rimping
Kualiti pengeliman terminal perkakasan Stamping adalah faktor utama dalam memastikan prestasi sambungan akhir. Sama ada bahagian pengecap terminal rosak, sama ada bahagian pengecap terminal bengkok, sama ada lapisan penebat di dalam tetingkap terminal masih utuh tetapi kawasan pengelim wayar tidak berpenebat, sama ada wayar tercucuk di kawasan pengeliman lapisan penebat, sama ada pengeliman tepi betul, sama ada berus kelihatan selepas pengeliman wayar, sama ada berus kawasan pengukur berada di dalam penyambung nilai sambungan mikro titik crimping penebat berada dalam julat toleransi juga boleh menentukan sama ada keadaan crimping adalah baik.
Ia adalah perlu untuk memeriksa sama ada terminal perkakasan pengecapan dikelim dengan betul. Sama ada pengelim manual atau pengelim mesin, setiap titik sambungan perlu diperiksa dengan teliti. Pengeliman yang tidak betul boleh memendekkan hayat perkhidmatan penyambung yang dikelim dengan ketara dan juga menyebabkan bahaya keselamatan.
Disebabkan oleh toleransi diameter wayar yang berbeza untuk setiap jenis penyambung dan spesifikasi, ukuran ketebalan pada titik pengeliman diameter wayar boleh digunakan sebagai indeks rujukan. Diameter wayar yang tidak sesuai bukan sahaja memendekkan hayat perkhidmatan tetapi juga boleh menyebabkan sambungan tidak stabil, detasmen pantas dan akhirnya menyebabkan kerugian.
Teknologi pemprosesan
Bahan utama terminal perkakasan Stamping kebanyakannya tembaga H62, tanpa keperluan khas. Bahan-bahan spring drum spring mahkota kebanyakannya adalah tembaga berilium. Tidak semua bahan sesuai untuk saduran emas. Oleh itu, sebelum penyaduran emas, lapisan nikel disadur terlebih dahulu untuk memastikan kesan penyaduran emas. Piawaian spesifikasi konvensional untuk penyaduran emas berasaskan nikel ialah ketebalan lapisan nikel ialah 50 hingga 80μm, ketebalan lapisan emas ialah ≥2μm, dan ketulenan emas yang digunakan ialah ≥99.8%. Akhir sekali, gunakan filem pelindung pepejal; Permukaan produk hendaklah licin, bebas daripada pengoksidaan untuk memastikan kepraktisan, dan bebas daripada burr untuk mengelakkan produk daripada longgar akibat celah burr yang tidak dimampatkan. Untuk memastikan kualiti produk, jangan ada tanda alat, tanda cubit atau tepi tajam pada perkakasan. Kami mempunyai keperluan kualiti berketepatan tinggi dan tidak menyatakan toleransi ±0.02.
Spesifikasi penyaduran elektrik
|
produk |
Penyambung Kelim |
|
Keperluan Penampilan |
Bebas daripada pengoksidaan, kekuningan, kehitaman, kebiruan, keunguan, pengait, kaki tidak rata atau kecacatan lain. |
|
Prestasi Penyaduran |
Asas nikel penuh: 50-80 μ". Penyaduran emas: 1 μ". Titik ukuran pada kedua-dua belah: 3mm. |
|
Rintangan Suhu Tinggi |
Mesti tahan 260°C selama 5 saat tanpa perubahan warna, kehitaman, kekuningan, melepuh atau mengelupas. |
|
Ujian Kebolehpaterian |
Liputan pateri mestilah melebihi 95%. |
|
Ujian Semburan Garam |
Diuji dengan larutan garam 5% pada suhu 35°C selama 24 jam. Tiada pengoksidaan, kehitaman, atau kecacatan lain dibenarkan. |
|
Ujian Lekatan (Ujian Kupas) |
Tiada pengelupasan salutan pada permukaan melengkung. |
|
Pematuhan Alam Sekitar |
Semua penyaduran mesti mematuhi keperluan ROHS persekitaran hijau. |
|
Penyaduran Kawasan Kritikal |
Semua titik pengukuran dan permukaan ukuran yang ditetapkan mesti disadur mengikut spesifikasi (kawasan ini penting untuk kebolehpaterian dan kekonduksian). |
Teg Panas: Penyambung Kelim, China, Pengilang, Pembekal, Kilang, Sebutharga, Kualiti
Tag Produk
Kategori Berkaitan
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.